





























Allion Labs
Incoming Quality Control, commonly known as IQC, focuses on the inspection of incoming materials with regard to quality, because the quality control of incoming materials performed by their original vendors is likely to be less strict than we do. IQC performs such tasks by means of active control, instead of passive inspection, to do pre-emptive quality control. This is a kind of method that tries to discover quality issues of raw materials at the very beginning, so as to reduce quality costs and achieve effective control while assisting suppliers in improving the level of internal quality control.
Why is IQC Important? Why Do We Need IQC? What is the Role of IQC?
Generally, in the manufacturing industry, incoming material quality problems at the pilot run stage may account for more than 50% of the cases. At the mass production stage, incoming material quality problems account for more than 60%; storage and transportation problems account for 1% to 5%; design and process problems account for 30% to 40%. Therefore, we can see that incoming material quality problems have a major impact on product quality.
IQC performs the sampling inspections of incoming materials to have random checks on their appearances, functions, sizes, packaging, and more before such raw materials or accessories of products are put into production. In compliance with sampling standards and according to inspection results, the requirements for putting into production, and customer needs, IQC will determine whether incoming raw materials are qualified for acceptance, to see if there is any need for additional re-inspections, rework, or rejections/exchanges of such materials. IQC aims to limit and control incoming material problems as much as possible before such materials are put into production. Quality control by means of incoming material inspection can improve defect-free rates when materials are put into production on assembly lines. Thus, direct or indirect costs, which are caused by defective finished products due to incoming material problems or caused by customer complaints occurring after products enter the end user’s market, etc., can be reduced substantially.
IQC Tasks (Duties), Standardized Inspections/Required Procedures
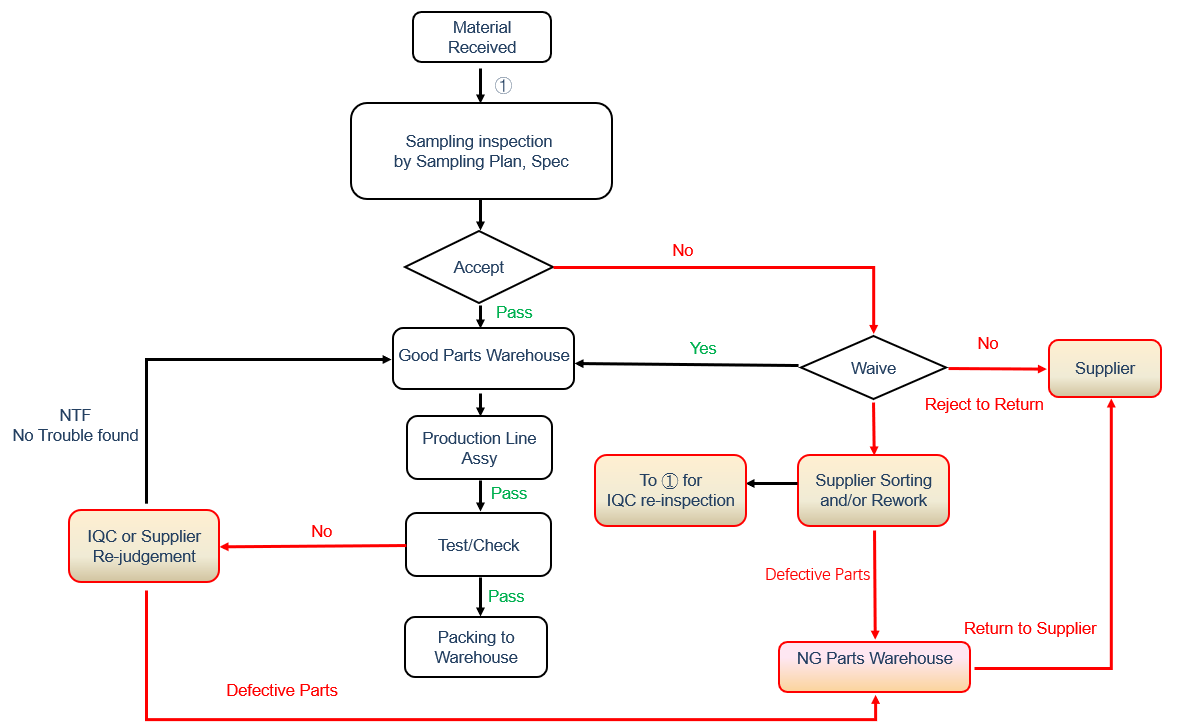
IQC inspection standards and procedures are as follows:
The sampling ratio standards are as follows:
When it comes to the sampling standards at present, IQC conducts sampling inspections based on the sampling inspection requirements enacted according to customer needs, or by using the standard “MIL-STD-1916” (“Ac=0, Re=1”) or AQL (Acceptable Quality Limit ).
- Purpose
(a) The MIL-STD-1916 sampling table was officially announced and issued by the U.S. Army in 1996. The purpose of this sampling form is to replace the long-standing sampling standards such as the MIL-STD-105E (attribute value), MIL-STD-414 (variable value), or MIL-STD-1235 (successive sampling).
(b) The MIL-STD-1916 sampling table contains attribute values, variable values, successive sampling, etc. (single sampling). Most importantly, the basis of the acceptance quality level has changed to be “Ac=0, Re=1” with “c=0”, while the original AQL will no longer be applied. Not using AQL means that post hoc tests will not be applied to maintain product shipment quality through OQC. This aims to encourage suppliers to take pre-emptive measures as the main methods by establishing statistical process control (SPC) and effective Control Chart regulations.
(c) The MIL-STD-1916 sampling table does not apply to destructive testing as well as the products that are unable to be “100% fully inspected”. Furthermore, product quality attributes are divided into severe quality problems, major quality problems, and minor quality problems. The criteria for categorizing these quality attributes are as follows:
a. Severe quality problems: The product is likely to do harm to the user.
b. Major quality problems: The product’s key function fails.
c. Minor quality problems: The product somehow does not meet the requirements, but it can still be used.
- Sampling plan requirements for using the 1916 Sampling Table
(a) Determining the types of sampling plans, and setting the verification level: When using the MIL-STD-1916 Sampling Table, you must determine the current status of products and surveys before performing the sampling, and define whether the quality characteristics belong to attribute values, variable values, successive sampling plans, etc., as well as batch N, verification level (VL), etc.
(b) Depending on the importance degree of the sampled quality attributes to the user, the Verification Level (VL) is divided into Level I to Ⅶ; Level I is the most lenient, while Ⅶ is the most stringent.
(c) Verification Level (VL) represents the degree to which a producer thinks the product quality attributes should be done well. For example, if quality failure causes serious harm to the user, then this quality problem is classified as “severe” and should be set at the highest level of Ⅶ; also, the items at level Ⅶ should be required for undergoing automatic screening (full inspection). For example, PCB-printed circuit boards should undergo 100% AOI automatic optical inspections. If the quality problem level is a minor quality problem, such as lighter green paint color on the appearance of the PCB printed circuit board, and if it will not affect product size and usage convenience, then the VL can be set to Level I.
(d) To encourage suppliers to establish good quality systems and effective process control, suppliers can provide evidence that the product is under a “certain quality level” during the process of production, with corresponding standard deviation requirements for different levels of problems.
- Sampling plan requirements for using the AQL Sampling Table
AQL (Acceptable Quality Limit )
The AQL Sampling Table is a widely used method for defining production order samples to find out whether the entire product order meets customer requirements. According to the sampling data, customers can make a wise decision to accept or reject the product
The ISO2859-1 is the most commonly used inspection standard worldwide. Normal inspections with Level II single sampling plans (I, II, III) are usually used for determining the number of samples for product appearance and function. Special sampling plans (S-1, S-2, S-3, S-4) are usually used for determining the number of samples for product safety, reliability, product performance, and other special tests.
In AQL sampling, the same number of samples are taken; the smaller the value following the AQL, the smaller the number of defects will be allowed; that is, the higher the quality requirements are, the stricter the inspections will be.
The IQC at Allion has a set of meticulous inspection standards and plans, not only following AQL standards but also adding credibility rules and risk control, to strengthen incoming material quality control and effectively improve material quality yields, so that materials can be controlled in advance before being put into production, to avoid unnecessary production cost wastage.
Our Specialties

- We will not find any excuse for any failure. If we encounter unclear acceptance standards or inspection omissions, we will escalate the problem to our superiors first for consultation and confirmation. We will try to understand the reasons for such a detection failure this time and explore what to do in the next inspection, thereby implementing all the necessary checks on quality control.
- When a supplier comes here to do material rework, we will stringently review its rework processes and then confirm its quality after the rework has been completed. The customer may propose new appearance inspection standards and specifications to be included in IQC’s inspection plans. Also, the problems should be tracked and inspected, to see whether they will occur again.
- Due to their experience and proficiency in inspection tasks, senior QC personnel often think that they can effectively control and detect any problem merely by means of spot checks on focal items. However, blind spots may appear. They tend to ignore the problems that may crop up exactly in the least examined areas. Therefore, we always conduct overall product inspections comprehensively. By strictly following our inspection guidelines, we implement the inspection on each item very well. If the sampled batch of products indicates no problems, then the products in the first box and the last few boxes will be re-inspected again. By doing so, we can at least ensure that there are no batch problems with the materials.
- We will take follow-ups to handle all the quality problems found in all the processes of inspection. We will also track the processing for major material quality problems found in production and market feedback. We also take preventive measures within our IQC.
- We compile quality data regarding the processes of incoming material reception and inspection, and provide feedback to customers in the form of weekly and monthly reports, to serve as the basis for quality control and management of the incoming materials from suppliers.
- We work closely with ODM IQC, providing suggestions and comments about the optimization of relevant processes in the links of logistics control, as well as the optimization of processes related to material inspection in logistics.